

Injection molding is a manufacturing process that creates plastic parts by injecting molten material into a mold cavity under high pressure. The basic principle involves heating thermoplastic pellets until they melt, then forcing this liquid plastic into a precisely shaped mold where it cools and solidifies into the desired part shape. This process enables mass production of identical plastic components with excellent dimensional accuracy and surface finish quality.
What is injection molding and how does the basic process work?
Injection molding is a manufacturing technique that transforms solid plastic pellets into finished products through a cyclical heating, injection, and cooling process. The fundamental principle relies on the thermoplastic properties of materials, which allow them to be melted and reformed multiple times without degrading their essential characteristics.
The process begins with material preparation, where plastic pellets are fed into a heated barrel through a hopper. Inside the barrel, a rotating screw mechanism both transports and melts the material as it moves forward. The screw action creates friction and heat, supplemented by external heating bands, raising the plastic temperature to its optimal flow state.
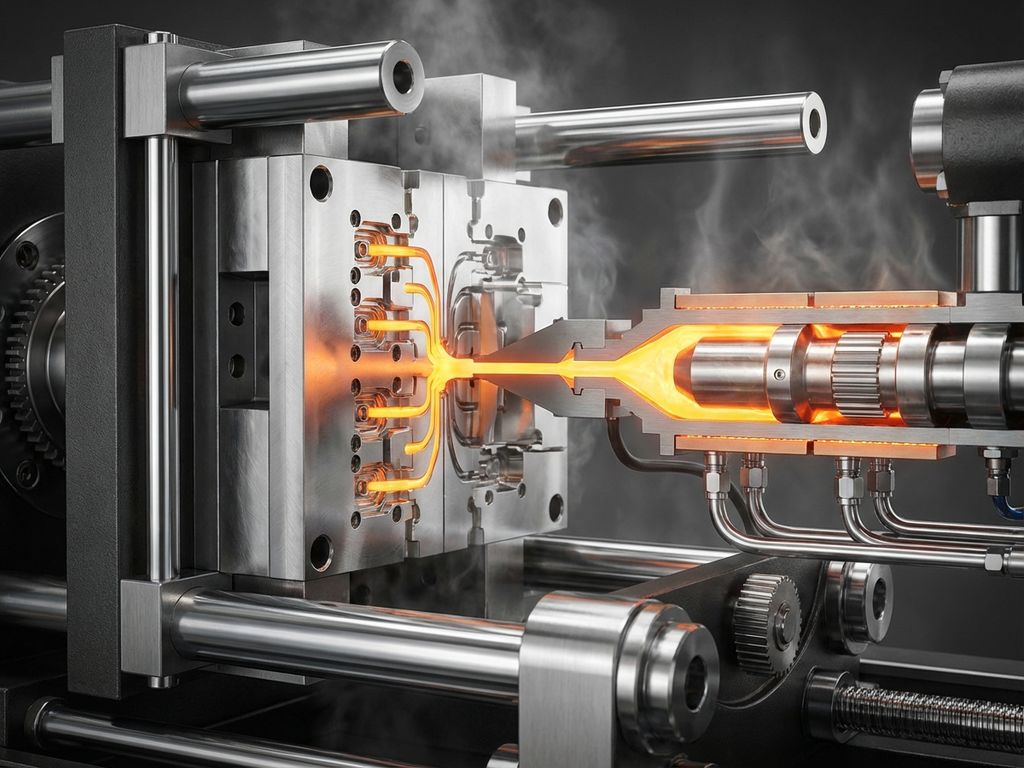
Once the material reaches the proper consistency, the injection phase commences. The molten plastic is forced through a nozzle into the mold cavity at extremely high pressure, typically ranging from 1,000 to 30,000 psi. This pressure ensures complete cavity filling and compensates for material shrinkage during cooling.
The cooling phase follows immediately, with the plastic solidifying as it loses heat to the mold walls. Cooling channels within the mold circulate water or oil to control temperature and reduce cycle times. After sufficient cooling, the mold opens and ejector pins push the finished part from the cavity, completing one production cycle.
What are the essential components of an injection molding machine?
An injection molding machine consists of four primary systems: the injection unit, clamping unit, mold assembly, and control system. Each component plays a critical role in producing consistent, high-quality plastic parts through precise coordination of mechanical and thermal processes.
The injection unit contains the hopper, heated barrel, reciprocating screw, and nozzle. The hopper stores and feeds plastic pellets into the system. The heated barrel melts the material while the reciprocating screw both mixes the molten plastic and acts as a plunger to inject it into the mold. The nozzle connects the barrel to the mold, directing material flow into the cavity.
The clamping unit provides the force necessary to keep the mold closed during injection and cooling. This system includes the moving platen, stationary platen, tie bars, and hydraulic or electric clamping mechanism. Clamping force must exceed the separating force created by injection pressure to prevent flash or dimensional problems.
The mold assembly shapes the final product and consists of two halves: the cavity side (stationary) and core side (moving). Internal features include cooling channels, ejector systems, and runner networks that distribute material to multiple cavities. Mold construction directly affects part quality, cycle time, and production efficiency.
Control systems monitor and regulate all machine functions, including temperatures, pressures, speeds, and timing. Modern machines use computerized controllers that store process parameters and provide real-time adjustments for consistent production quality.
How does the injection molding cycle actually work from start to finish?
The injection molding cycle consists of five distinct phases: mold closing, injection, packing and holding, cooling, and part ejection. Each phase requires precise timing and parameter control to achieve optimal part quality and production efficiency. A typical cycle ranges from 15 seconds to several minutes, depending on part size and material properties.
Mold closing initiates the cycle as the moving platen advances to bring the mold halves together. The clamping unit applies sufficient force to seal the mold and resist injection pressure. Proper clamping prevents material leakage and ensures dimensional accuracy.
The injection phase rapidly fills the mold cavity with molten plastic. The screw moves forward like a plunger, forcing material through the nozzle and runner system into the cavity. Injection typically occurs in 1–5 seconds, with speed and pressure carefully controlled to avoid defects like air traps or incomplete filling.
Packing and holding immediately follow injection, maintaining pressure on the molten plastic as it begins cooling and shrinking. This phase compensates for volumetric shrinkage and prevents sink marks or voids in thick sections. Hold pressure gradually decreases as the gate freezes and seals the cavity.
Cooling continues until the part becomes sufficiently rigid for ejection. This phase often represents 70–80% of total cycle time. Effective cooling system design and temperature control significantly impact productivity and part quality.
Part ejection completes the cycle as the mold opens and ejector pins push the finished component from the cavity. The part falls into a collection bin or conveyor system while the machine prepares for the next cycle.
What materials can be used in injection molding and why?
Injection molding primarily uses thermoplastic materials because they can be repeatedly melted and solidified without significant degradation. Common materials include polyethylene, polypropylene, polystyrene, ABS, nylon, and polycarbonate. Material selection depends on the application’s mechanical, thermal, chemical, and aesthetic requirements.
Thermoplastics possess ideal characteristics for injection molding: they flow readily when heated, solidify quickly when cooled, and maintain consistent properties through multiple heating cycles. This behavior enables efficient processing and potential recycling of waste material.
Material properties directly influence processing parameters and final part performance. Viscosity affects injection pressure and filling patterns. Shrinkage rates determine mold dimensions and tolerances. Thermal properties influence cooling requirements and cycle times. Chemical resistance impacts material selection for specific environments.
Popular materials serve different applications based on their strengths. Polyethylene offers excellent chemical resistance and flexibility for containers and packaging. Polypropylene provides good fatigue resistance for living hinges and automotive components. ABS combines strength and surface finish quality for consumer products and housings.
Engineering plastics like nylon and polycarbonate handle demanding applications requiring superior mechanical properties, temperature resistance, or optical clarity. These materials often cost more but deliver performance unattainable with commodity plastics.
Material preparation affects processing success. Hygroscopic materials like nylon require thorough drying before molding to prevent defects. Proper storage and handling maintain material quality and processing consistency.
What are the main advantages and limitations of injection molding?
Injection molding offers exceptional production efficiency, design flexibility, and cost-effectiveness for high-volume manufacturing. However, it requires substantial initial investment in tooling and equipment, making it less suitable for low-volume production or frequent design changes.
The primary advantages include rapid production rates, with cycle times often measured in seconds. Once established, the process produces thousands of identical parts with minimal labor requirements. Complex geometries, intricate details, and multiple materials can be incorporated into single components through advanced molding techniques.
Dimensional accuracy and surface finish quality exceed most other manufacturing processes. Tight tolerances and consistent part-to-part variation support demanding applications in the automotive, medical, and electronics industries. Material waste remains minimal since runners and sprues can typically be reground and reused.
Cost per part decreases significantly with volume due to fixed tooling costs being spread across production quantities. Automation capabilities further reduce labor costs and improve consistency. Multiple cavities in single molds multiply output without proportional increases in cycle time.
Limitations center on high initial tooling costs, which can reach tens of thousands of pounds for complex molds. Design changes require expensive mold modifications or complete replacement. Lead times for mold construction often extend 8–16 weeks, delaying product launches.
Size constraints limit part dimensions based on machine capacity and material flow characteristics. Very large parts may require specialized equipment, while extremely small features challenge mold manufacturing capabilities. Material selection remains restricted to thermoplastics and some thermosets, excluding metals and ceramics.
How do EAS change systems help with injection molding efficiency?
EAS change systems dramatically improve injection molding efficiency through advanced quick mold change solutions that reduce setup times from hours to minutes. Our adaptive clamping systems, ejector couplers, and automated mold change equipment enable rapid transitions between production runs, maximizing machine utilization and supporting injection molding optimization strategies.
Our comprehensive quick mold change solutions address the primary bottleneck in injection molding operations: the time required to switch between different molds. Key benefits include:
- Reduced setup times: Advanced clamping systems eliminate manual bolting and connection procedures
- Improved safety: Automated handling systems reduce operator exposure to heavy mold handling
- Enhanced precision: Consistent mold positioning and connection ensure repeatable part quality
- Increased flexibility: Rapid changeovers support smaller batch sizes and just-in-time production
- Lower labor costs: Automated systems reduce the number of operators required for mold changes
Our mold change tables, transportation vehicles, and inspection units create complete turnkey solutions tailored to specific production requirements. These systems integrate seamlessly with existing injection molding equipment while providing the foundation for advanced manufacturing strategies.
Ready to transform your injection molding operations? Contact our application engineering team to discuss how EAS change systems can optimize your production efficiency and reduce changeover times in your facility.