

Silberstreifen sind dünne, silbrige Linien oder Streifen, die auf der Oberfläche von spritzgegossenen Kunststoffteilen auftreten und typischerweise durch Feuchtigkeitskontamination, unsachgemäße Verarbeitungsparameter oder Materialdegradation verursacht werden. Diese Defekte erscheinen als schimmernde, metallisch aussehende Markierungen, die die Teilqualität und Ästhetik erheblich beeinträchtigen können. Das Verständnis ihrer Ursachen und Präventionsmethoden ist für die Aufrechterhaltung einer gleichmäßigen Produktionsqualität bei der Spritzgussoptimierung unerlässlich.
Was sind Silberstreifen und wie identifiziert man sie in geformten Teilen?
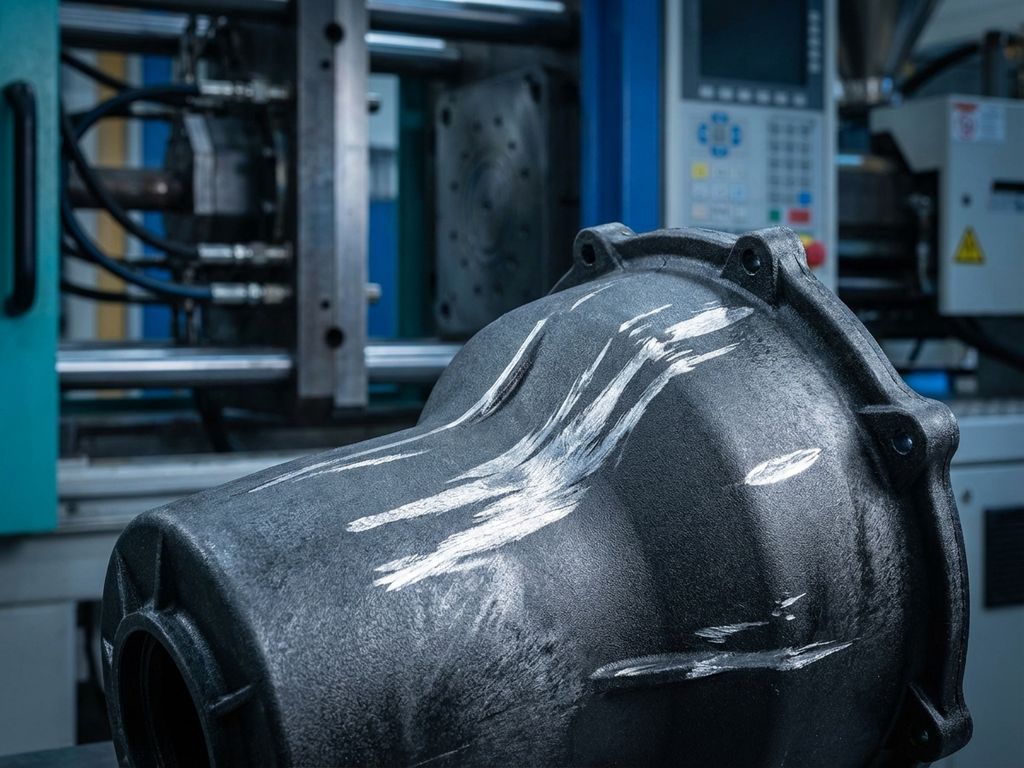
Silberstreifen sind charakteristische Oberflächendefekte, die als dünne, silbrige oder metallisch aussehende Linien auf spritzgegossenen Kunststoffteilen erscheinen. Diese Streifen verlaufen typischerweise parallel zur Fließrichtung des geschmolzenen Kunststoffs und haben ein charakteristisches schimmerndes Aussehen, das sich von der umgebenden Materialfarbe und -textur unterscheidet.
Die visuelle Identifizierung von Silberstreifen ist aufgrund ihres einzigartigen Aussehens relativ einfach. Sie manifestieren sich als helle, reflektierende Linien, die das Licht anders einfangen als der Rest der Teiloberfläche. Im Gegensatz zu Fließlinien, die als subtile Farbvariationen oder Texturveränderungen erscheinen, haben Silberstreifen einen deutlich metallischen Glanz. Sie unterscheiden sich auch von Bindenähten, die dort auftreten, wo zwei Fließfronten aufeinandertreffen und typischerweise als dunklere Linien oder leichte Vertiefungen erscheinen.
Die Streifen können in ihrer Intensität von schwachen, kaum sichtbaren Markierungen bis hin zu prominenten Linien variieren, die das Teilaussehen erheblich beeinträchtigen. Sie treten am häufigsten in der Nähe des Angussbereichs auf, wo der Kunststoff in die Formkavität eintritt, können sich jedoch je nach Schweregrad der zugrundeliegenden Ursache über das gesamte Teil erstrecken.
Was sind die Hauptursachen für Silberstreifen beim Spritzguss?
Feuchtigkeitskontamination in Kunststoffharzen ist die häufigste Ursache für Silberstreifen und tritt auf, wenn eingeschlossenes Wasser während des Spritzgussprozesses verdampft und Gasblasen erzeugt, die als silbrige Streifen auf der Teiloberfläche erscheinen.
Unsachgemäße Trocknungsverfahren stellen einen wesentlichen Faktor bei der Bildung von Silberstreifen dar. Viele thermoplastische Materialien, insbesondere hygroskopische Harze wie Nylon, ABS und Polycarbonat, nehmen leicht Feuchtigkeit aus der Atmosphäre auf. Wenn diese Materialien vor der Verarbeitung nicht ausreichend getrocknet werden, verwandelt sich die Restfeuchtigkeit während der Einspritzung in Dampf und erzeugt das charakteristische silbrige Aussehen.
Übermäßige Einspritzgeschwindigkeiten können ebenfalls zur Bildung von Silberstreifen beitragen, indem sie turbulente Strömungsbedingungen schaffen, die Luft einschließen oder übermäßige Schererwärmung erzeugen. Dies führt zu Materialdegradation und Gasbildung innerhalb des Schmelzestroms.
Falsche Temperatureinstellungen, ob zu hoch oder zu niedrig, können Probleme verursachen. Übermäßig hohe Temperaturen können das Material degradieren und Gase erzeugen, während zu niedrige Temperaturen den ordnungsgemäßen Fluss verhindern und die Scherspannung erhöhen können. Materialdegradation durch Kontamination, Überhitzung oder verlängerte Verweilzeit im Zylinder kann ebenfalls flüchtige Verbindungen produzieren, die sich als Silberstreifen manifestieren.
Wie tragen Verarbeitungsparameter zur Bildung von Silberstreifen bei?
Verarbeitungsparameter beeinflussen die Entwicklung von Silberstreifen direkt durch ihre Auswirkungen auf den Materialfluss, die Temperaturverteilung und das Gaseinschluss während des Spritzgussprozesses. Die Spritzgussoptimierung erfordert eine sorgfältige Abstimmung dieser Parameter, um die Defektbildung zu verhindern.
Die Einspritzgeschwindigkeit spielt eine entscheidende Rolle bei der Bildung von Silberstreifen. Übermäßig hohe Geschwindigkeiten erzeugen turbulente Strömungen, die Luftblasen einschließen und übermäßige Schererwärmung erzeugen können, was zu Materialdegradation führt. Umgekehrt können zu niedrige Geschwindigkeiten dazu führen, dass das Material vorzeitig abkühlt, die Viskosität erhöht und Fließprobleme schafft, die zu Oberflächendefekten beitragen.
Temperaturprofile im gesamten Zylinder, der Düse und der Form beeinflussen das Auftreten von Silberstreifen erheblich. Ungleichmäßige Temperaturen können ungleichmäßiges Schmelzen verursachen, während übermäßige Hitze das Material degradiert und flüchtige Verbindungen erzeugt. Das Verhältnis zwischen Zylindertemperatur und Materialverweilzeit ist besonders wichtig, da eine längere Exposition gegenüber hohen Temperaturen das Degradationsrisiko erhöht.
Druckeinstellungen und Zykluszeiten beeinflussen ebenfalls die Defektbildung. Unzureichender Einspritzdruck kann eine vollständige Kavitätsfüllung verhindern und Strömungsstörungen erzeugen, während übermäßiger Druck die Scherspannung und Wärmeerzeugung erhöhen kann. Zykluszeiten, die zu lang sind, erhöhen das Risiko der Materialdegradation durch verlängerte Exposition gegenüber Verarbeitungstemperaturen.
Welche Präventionsstrategien eliminieren Silberstreifen effektiv?
Effektive Prävention von Silberstreifen konzentriert sich auf ordnungsgemäße Materialvorbereitung, optimierte Verarbeitungsparameter und konsistente Qualitätskontrollmaßnahmen während des gesamten Produktionsprozesses.
Die Materialtrocknung stellt die kritischste Präventionsstrategie dar. Hygroskopische Materialien erfordern eine gründliche Trocknung unter Verwendung angemessener Zeit- und Temperaturkombinationen, die spezifisch für jeden Harztyp sind. Typische Trocknungsbedingungen reichen von 2–8 Stunden bei Temperaturen zwischen 80–120°C, abhängig vom Material. Die Verwendung von Trocknungsmittel-Trocknern oder Heißluft-Trocknern mit ordnungsgemäßem Luftstrom gewährleistet, dass die Feuchtigkeitsniveaus unter kritischen Schwellenwerten bleiben.
Die Optimierung der Verarbeitungsparameter umfasst die Festlegung angemessener Einspritzgeschwindigkeiten, die laminaren Fluss fördern und gleichzeitig übermäßige Schererwärmung vermeiden. Temperaturprofile sollten für jede Materialsorte optimiert werden, wobei eine gleichmäßige Wärmeverteilung im gesamten Zylinder aufrechterhalten wird, während Degradationstemperaturen vermieden werden.
Wartungsprotokolle für Ausrüstung umfassen regelmäßige Reinigung der Spritzeinheit, ordnungsgemäße Spülverfahren zwischen Materialwechseln und Überwachung der Heizelemente für gleichmäßige Leistung. Die Implementierung von Qualitätskontrollprüfpunkten wie regelmäßige Feuchtigkeitsprüfung eingehender Materialien und Sichtprüfung der Teile hilft dabei, potenzielle Probleme zu identifizieren, bevor sie die Produktionsqualität beeinträchtigen.
Lagerbedingungen für Rohmaterialien sollten niedrigfeuchte Umgebungen aufrechterhalten, und Materialhandhabungsverfahren sollten die Exposition gegenüber atmosphärischer Feuchtigkeit während Transport- und Zuführoperationen minimieren.
Wie helfen EAS-Wechselsysteme bei der Prävention von Silberstreifen und Formdefekten?
EAS-Wechselsysteme reduzieren das Risiko von Silberstreifen und anderen Formdefekten erheblich, indem sie die Formwechselzeit minimieren und konsistente Verarbeitungsbedingungen während der gesamten Produktionszyklen aufrechterhalten.
Unsere Schnellformwechselsysteme bieten mehrere wichtige Vorteile für die Defektprävention:
- Reduzierte Temperaturschwankungen während Formwechseln durch schnellere Wechselprozesse, die thermische Stabilität aufrechterhalten
- Konsistente Verarbeitungsbedingungen durch Eliminierung verlängerter Ausfallzeiten, die zu Materialdegradation im Zylinder führen können
- Schnellere Qualitätsanpassungen, die eine rasche Reaktion auf Defektauftreten und Parameteroptimierung ermöglichen
- Minimierter Materialabfall durch reduzierte Spülanforderungen und kürzere Rüstzeiten
- Verbesserte Produktionseffizienz, die mehr Zeit für ordnungsgemäße Materialvorbereitung und Qualitätskontrolle ermöglicht
Die Fähigkeit, Formen in Minuten statt Stunden zu wechseln, bedeutet, dass weniger Material bei Verarbeitungstemperaturen in der Spritzeinheit verbleibt, wodurch das Degradationsrisiko und damit verbundene Defekte wie Silberstreifen reduziert werden. Diese schnelle Wechselfähigkeit unterstützt eine bessere Spritzgussoptimierung, indem sie Herstellern ermöglicht, konsistente Qualitätsstandards über mehrere Produktionsläufe hinweg aufrechtzuerhalten. Unser umfassendes Spektrum an Anwendungen zeigt, wie diese Systeme verschiedenen Branchen und Produktionsanforderungen zugutekommen.
Kontaktieren Sie uns, um zu erfahren, wie unsere Schnellformwechsel-Lösungen Ihre Produktionsqualität verbessern und Defekte in Ihren Spritzgussoperationen reduzieren können.