

Silver streaks are thin, silvery lines or streaks that appear on the surface of injection-molded plastic parts, typically caused by moisture contamination, improper processing parameters, or material degradation. These defects appear as shimmering, metallic-looking marks that can significantly impact part quality and aesthetics. Understanding their causes and prevention methods is essential for maintaining consistent production quality in injection molding optimization.
What are silver streaks and how do you identify them in molded parts?
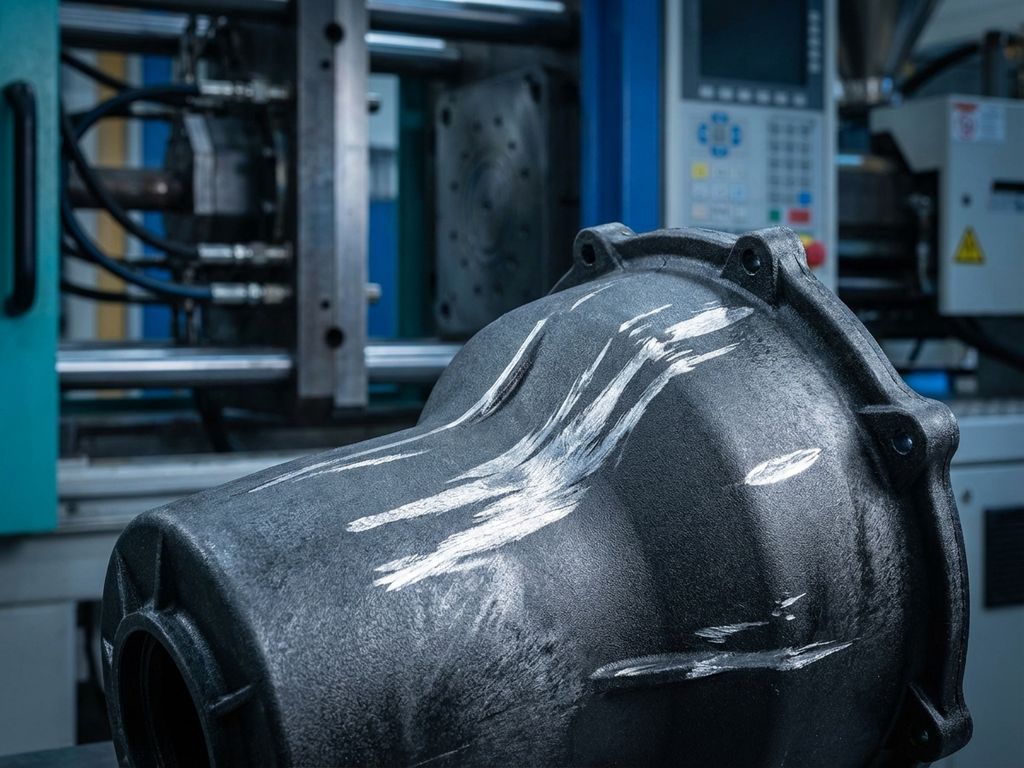
Silver streaks are distinctive surface defects that appear as thin, silvery or metallic-looking lines on injection-molded plastic parts. These streaks typically run parallel to the flow direction of the molten plastic and have a characteristic shimmering appearance that differs from the surrounding material color and texture.
Visual identification of silver streaks is relatively straightforward due to their unique appearance. They manifest as bright, reflective lines that catch light differently than the rest of the part surface. Unlike flow lines, which appear as subtle color variations or texture changes, silver streaks have a distinctly metallic sheen. They also differ from weld lines, which occur where two flow fronts meet and typically appear as darker lines or slight depressions.
The streaks can vary in intensity from faint, barely visible marks to prominent lines that significantly affect part appearance. They most commonly appear near the gate area where the plastic enters the mold cavity, though they can extend throughout the part depending on the severity of the underlying cause.
What are the primary causes of silver streaks in injection molding?
Moisture contamination in plastic resins is the most common cause of silver streaks, occurring when trapped water vaporizes during the injection process and creates gas bubbles that appear as silvery streaks on the part surface.
Improper drying procedures represent a significant factor in silver streak formation. Many thermoplastic materials, particularly hygroscopic resins like nylon, ABS, and polycarbonate, readily absorb moisture from the atmosphere. When these materials are not dried adequately before processing, the residual moisture turns to steam during injection, creating the characteristic silvery appearance.
Excessive injection speeds can also contribute to silver streak formation by creating turbulent flow conditions that trap air or generate excessive shear heating. This leads to material degradation and gas formation within the melt stream.
Incorrect temperature settings, whether too high or too low, can cause problems. Overly high temperatures may degrade the material and create gases, while temperatures that are too low can prevent proper flow and increase shear stress. Material degradation from contamination, overheating, or extended residence time in the barrel can also produce volatile compounds that manifest as silver streaks.
How do processing parameters contribute to silver streak formation?
Processing parameters directly influence silver streak development through their impact on material flow, temperature distribution, and gas entrapment during the injection molding process. Injection molding optimization requires careful balancing of these parameters to prevent defect formation.
Injection speed plays a crucial role in silver streak formation. Excessively high speeds create turbulent flow that can trap air bubbles and generate excessive shear heating, leading to material degradation. Conversely, speeds that are too low may cause the material to cool prematurely, increasing viscosity and creating flow problems that contribute to surface defects.
Temperature profiles throughout the barrel, nozzle, and mold significantly affect silver streak occurrence. Inconsistent temperatures can cause uneven melting, while excessive heat degrades the material and creates volatile compounds. The relationship between barrel temperature and material residence time is particularly important, as prolonged exposure to high temperatures increases degradation risk.
Pressure settings and cycle times also influence defect formation. Insufficient injection pressure may prevent complete cavity filling and create flow disturbances, while excessive pressure can increase shear stress and heat generation. Cycle times that are too long increase material degradation risk through extended exposure to processing temperatures.
What prevention strategies effectively eliminate silver streaks?
Effective silver streak prevention centers on proper material preparation, optimized processing parameters, and consistent quality control measures throughout the production process.
Material drying represents the most critical prevention strategy. Hygroscopic materials require thorough drying using appropriate time and temperature combinations specific to each resin type. Typical drying conditions range from 2–8 hours at temperatures between 80–120°C, depending on the material. Using desiccant dryers or hot-air dryers with proper airflow ensures moisture levels remain below critical thresholds.
Processing parameter optimization involves establishing appropriate injection speeds that promote laminar flow while avoiding excessive shear heating. Temperature profiles should be optimized for each material grade, maintaining consistent heat distribution throughout the barrel while avoiding degradation temperatures.
Equipment maintenance protocols include regular cleaning of the injection unit, proper purging procedures between material changes, and monitoring of heating elements for consistent performance. Implementing quality control checkpoints such as regular moisture testing of incoming materials and visual inspection of parts helps identify potential issues before they affect production quality.
Storage conditions for raw materials should maintain low-humidity environments, and material-handling procedures should minimize exposure to atmospheric moisture during transport and feeding operations.
How do EAS change systems help prevent silver streaks and molding defects?
EAS change systems significantly reduce the risk of silver streaks and other molding defects by minimizing mold changeover time and maintaining consistent processing conditions throughout production cycles.
Our quick mold change systems provide several key benefits for defect prevention:
- Reduced temperature fluctuations during mold changes through faster changeover processes that maintain thermal stability
- Consistent processing conditions by eliminating extended downtime that can lead to material degradation in the barrel
- Faster quality adjustments enabling rapid response to defect occurrence and parameter optimization
- Minimized material waste through reduced purging requirements and shorter setup times
- Enhanced production efficiency allowing more time for proper material preparation and quality control
The ability to change molds in minutes rather than hours means less material sits in the injection unit at processing temperatures, reducing degradation risk and associated defects like silver streaks. This rapid changeover capability supports better injection molding optimization by enabling manufacturers to maintain consistent quality standards across multiple production runs. Our comprehensive range of applications demonstrates how these systems benefit various industries and production requirements.
Contact us to learn how our quick mold change solutions can improve your production quality and reduce defects in your injection molding operations.