

Das Spritzgießen ist ein Fertigungsverfahren, das Kunststoffteile durch Einspritzen von geschmolzenem Material in eine Formhohlkavität unter hohem Druck herstellt. Das Grundprinzip besteht darin, thermoplastische Pellets zu erhitzen, bis sie schmelzen, dann diesen flüssigen Kunststoff in eine präzise geformte Form zu pressen, wo er abkühlt und in der gewünschten Teileform erstarrt. Dieses Verfahren ermöglicht die Massenproduktion identischer Kunststoffkomponenten mit hervorragender Maßgenauigkeit und Oberflächenqualität.
Was ist Spritzgießen und wie funktioniert der Grundprozess?
Das Spritzgießen ist eine Fertigungstechnik, die feste Kunststoffpellets durch einen zyklischen Prozess aus Erhitzen, Einspritzen und Abkühlen in fertige Produkte verwandelt. Das Grundprinzip basiert auf den thermoplastischen Eigenschaften der Materialien, die es ermöglichen, sie mehrfach zu schmelzen und zu reformieren, ohne ihre wesentlichen Eigenschaften zu beeinträchtigen.
Der Prozess beginnt mit der Materialvorbereitung, bei der Kunststoffpellets durch einen Trichter in einen beheizten Zylinder eingeführt werden. Innerhalb des Zylinders transportiert und schmilzt ein rotierender Schneckenmechanismus das Material während des Vorschubs. Die Schneckenbewegung erzeugt Reibung und Wärme, unterstützt von äußeren Heizbändern, wodurch die Temperatur des Kunststoffs auf den optimalen Fließzustand erhöht wird.
Sobald das Material die richtige Konsistenz erreicht hat, beginnt die Einspritzphase. Der geschmolzene Kunststoff wird durch eine Düse in die Formhohlkavität unter extrem hohem Druck gepresst, typischerweise zwischen 70 und 2.100 bar. Dieser Druck gewährleistet die vollständige Füllung der Kavität und kompensiert die Materialschrumpfung während der Abkühlung.
Die Abkühlphase folgt unmittelbar, wobei der Kunststoff durch Wärmeabgabe an die Formwände erstarrt. Kühlkanäle innerhalb der Form lassen Wasser oder Öl zirkulieren, um die Temperatur zu kontrollieren und die Zykluszeiten zu reduzieren. Nach ausreichender Abkühlung öffnet sich die Form und Auswerferstifte schieben das fertige Teil aus der Kavität, wodurch ein Produktionszyklus abgeschlossen wird.
Was sind die wesentlichen Komponenten einer Spritzgießmaschine?
Eine Spritzgießmaschine besteht aus vier Hauptsystemen: der Spritzeinheit, der Schließeinheit, der Formanordnung und dem Steuerungssystem. Jede Komponente spielt eine entscheidende Rolle bei der Herstellung konsistenter und hochwertiger Kunststoffteile durch die präzise Koordination mechanischer und thermischer Prozesse.
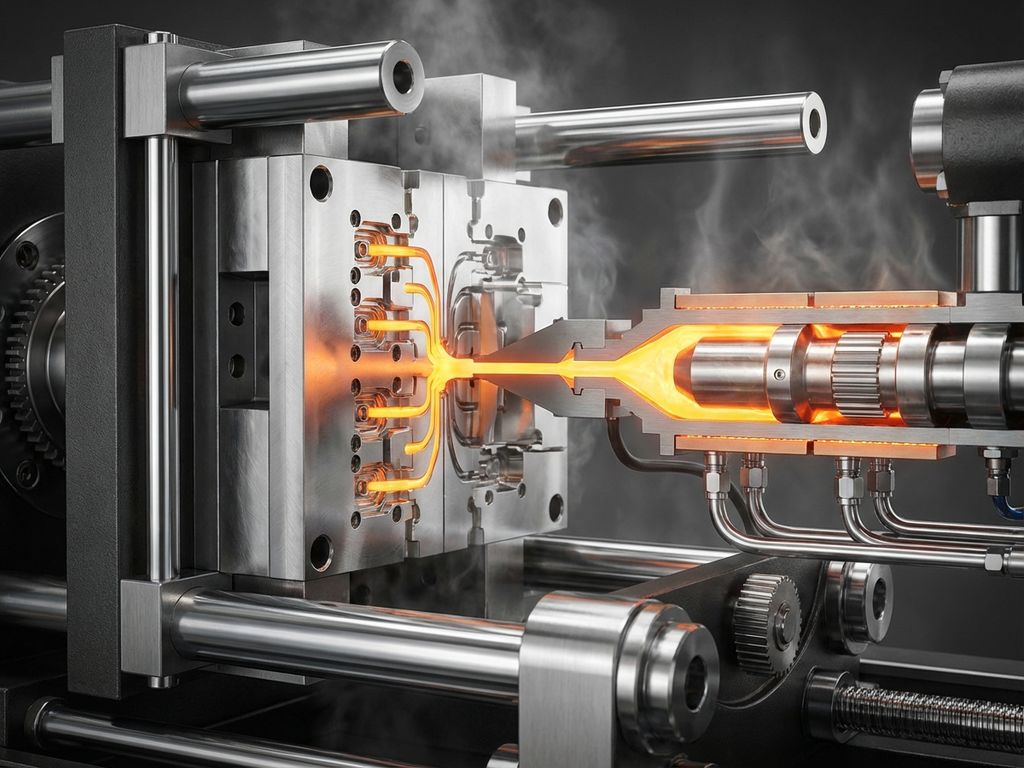
Die Spritzeinheit enthält den Trichter, den beheizten Zylinder, die Schnecke-Kolben und die Düse. Der Trichter lagert und führt Kunststoffpellets in das System ein. Der beheizte Zylinder schmilzt das Material, während die Schnecke-Kolben sowohl den geschmolzenen Kunststoff mischt als auch als Kolben fungiert, um ihn in die Form zu spritzen. Die Düse verbindet den Zylinder mit der Form und lenkt den Materialfluss in die Kavität.
Die Schließeinheit liefert die notwendige Kraft, um die Form während des Einspritzens und Abkühlens geschlossen zu halten. Dieses System umfasst die bewegliche Platte, die feste Platte, Führungssäulen und hydraulische oder elektrische Schließmechanismen. Die Schließkraft muss die durch den Spritzdruck erzeugte Trennkraft überwinden, um Grat oder Maßprobleme zu verhindern.
Die Formanordnung bildet das Endprodukt und besteht aus zwei Hälften: der Kavitätenseite (fest) und der Kernseite (beweglich). Interne Merkmale umfassen Kühlkanäle, Auswurfsysteme und Angussnetzwerke, die Material zu mehreren Kavitäten verteilen. Das Formdesign beeinflusst direkt die Teilequalität, Zykluszeit und Produktionseffizienz.
Steuerungssysteme überwachen und regeln alle Maschinenfunktionen, einschließlich Temperaturen, Drücke, Geschwindigkeiten und Zeitsteuerung. Moderne Maschinen verwenden computergesteuerte Regler, die Prozessparameter speichern und Echtzeitanpassungen für konsistente Produktionsqualität bieten.
Wie funktioniert tatsächlich der Spritzgießzyklus von Anfang bis Ende?
Der Spritzgießzyklus besteht aus fünf unterschiedlichen Phasen: Formschließung, Einspritzung, Nachdruckhalten und Versiegelung, Abkühlung und Teileauswurf. Jede Phase erfordert präzise Zeitsteuerung und Parameterkontrolle, um optimale Teilequalität und Produktionseffizienz zu erreichen. Ein typischer Zyklus variiert von 15 Sekunden bis zu mehreren Minuten, abhängig von Teilegröße und Materialeigenschaften.
Das Formschließen startet den Zyklus, während die bewegliche Platte vorwärts bewegt wird, um die Formhälften zu vereinen. Die Schließeinheit wendet ausreichend Kraft an, um die Form zu versiegeln und dem Spritzdruck zu widerstehen. Ordnungsgemäßes Schließen verhindert Materialleckage und gewährleistet Maßgenauigkeit.
Die Spritzphase füllt die Formkavität schnell mit geschmolzenem Kunststoff. Die Schnecke bewegt sich wie ein Kolben vorwärts und presst Material durch die Düse und das Angusssystem in die Kavität. Das Einspritzen erfolgt typischerweise in 1-5 Sekunden, wobei Geschwindigkeit und Druck sorgfältig kontrolliert werden, um Defekte wie Lufteinschlüsse oder unvollständige Füllung zu vermeiden.
Das Nachdruckhalten und Versiegeln folgt unmittelbar dem Einspritzen und hält Druck auf den geschmolzenen Kunststoff aufrecht, während er zu kühlen und zu schrumpfen beginnt. Diese Phase kompensiert volumetrische Schrumpfung und verhindert Einfallstellen oder Hohlräume in dicken Bereichen. Der Haltedruck nimmt allmählich ab, während der Angusskanal erstarrt und die Kavität versiegelt.
Die Abkühlung setzt sich fort, bis das Teil ausreichend starr für den Auswurf wird. Diese Phase stellt oft 70-80% der gesamten Zykluszeit dar. Effizientes Kühlsystemdesign und Temperaturkontrolle beeinflussen Produktivität und Teilequalität erheblich.
Der Teileauswurf vervollständigt den Zyklus, während sich die Form öffnet und Auswerferstifte die fertige Komponente aus der Kavität schieben. Das Teil fällt in einen Sammelbehälter oder ein Transportsystem, während sich die Maschine auf den nächsten Zyklus vorbereitet.
Welche Materialien können beim Spritzgießen verwendet werden und warum?
Das Spritzgießen verwendet hauptsächlich thermoplastische Materialien, weil sie wiederholt geschmolzen und erstarrt werden können, ohne sich wesentlich zu verschlechtern. Gängige Materialien umfassen Polyethylen, Polypropylen, Polystyrol, ABS, Nylon und Polycarbonat. Die Materialauswahl hängt von den mechanischen, thermischen, chemischen und ästhetischen Anforderungen der Anwendung ab.
Thermoplaste besitzen ideale Eigenschaften für das Spritzgießen: Sie fließen leicht bei Erwärmung, erstarren schnell während der Abkühlung und behalten konsistente Eigenschaften durch mehrere Heizzyklen bei. Dieses Verhalten ermöglicht effiziente Verarbeitung und potenzielle Wiederverwertung von Abfallmaterial.
Die Materialeigenschaften beeinflussen direkt Verarbeitungsparameter und Endteileleistung. Die Viskosität beeinflusst Spritzdruck und Füllmuster. Schrumpfraten bestimmen Formabmessungen und Toleranzen. Thermische Eigenschaften beeinflussen Kühlanforderungen und Zykluszeiten. Chemische Beständigkeit beeinflusst Materialauswahl für spezifische Umgebungen.
Die meistverwendeten Materialien dienen verschiedenen Anwendungen basierend auf ihren Stärken. Polyethylen bietet hervorragende chemische Beständigkeit und Flexibilität für Behälter und Verpackungen. Polypropylen liefert gute Ermüdungsbeständigkeit für Filmscharniere und Automobilkomponenten. ABS kombiniert Festigkeit und Oberflächenqualität für Konsumprodukte und Gehäuse.
Technische Kunststoffe wie Nylon und Polycarbonat bewältigen anspruchsvolle Anwendungen, die überlegene mechanische Eigenschaften, Temperaturbeständigkeit oder optische Klarheit erfordern. Diese Materialien kosten oft mehr, bieten aber Leistung, die mit Standardkunststoffen nicht erreichbar ist.
Die Materialvorbereitung beeinflusst den Verarbeitungserfolg. Hygroskopische Materialien wie Nylon erfordern sorgfältige Trocknung vor dem Formen, um Defekte zu verhindern. Ordnungsgemäße Lagerung und Handhabung erhalten Materialqualität und Verarbeitungskonsistenz.
Was sind die hauptsächlichen Vorteile und Beschränkungen des Spritzgießens?
Das Spritzgießen bietet hervorragende Produktionseffizienz, Designflexibilität und wirtschaftliche Vorteile für die Großvolumenproduktion. Es erfordert jedoch erhebliche Anfangsinvestitionen in Werkzeuge und Ausrüstung, wodurch es für kleine Volumina oder häufige Designänderungen weniger geeignet wird.
Die Hauptvorteile umfassen schnelle Produktionsgeschwindigkeiten mit Zykluszeiten, die oft in Sekunden gemessen werden. Einmal etabliert, produziert der Prozess Tausende identischer Teile mit minimalen Arbeitsanforderungen. Komplexe Geometrien, komplizierte Details und mehrere Materialien können durch fortgeschrittene Formtechniken in einzelne Komponenten integriert werden.
Die Maßgenauigkeit und Oberflächenqualität übertreffen die meisten anderen Fertigungsverfahren. Enge Toleranzen und konsistente Teil-zu-Teil-Variation unterstützen anspruchsvolle Anwendungen in der Automobil-, Medizin- und Elektronikindustrie. Materialverschwendung bleibt minimal, da Angüsse und Anschnitte typischerweise rückgemahlen und wiederverwendet werden können.
Die Kosten pro Teil sinken erheblich mit dem Volumen aufgrund fester Formkosten, die über Produktionsmengen verteilt werden. Automatisierungsmöglichkeiten reduzieren Arbeitskosten weiter und verbessern die Konsistenz. Mehrfachkavitäten in einzelnen Formen vervielfachen die Produktion ohne proportionale Zykluszeitzunahmen.
Die Beschränkungen konzentrieren sich auf hohe Anfangsformkosten, die für komplexe Formen Zehntausende von Euro erreichen können. Designänderungen erfordern kostspielige Formmodifikationen oder kompletten Ersatz. Lieferzeiten für Formdesign erstrecken sich oft über 8-16 Wochen und verzögern Produkteinführungen.
Größenbeschränkungen begrenzen Teilegrößen basierend auf Maschinenkapazität und Materialflusseigenschaften. Sehr große Teile können spezialisierte Ausrüstung erfordern, während extrem kleine Merkmale Formherstellungsfähigkeiten herausfordern. Die Materialauswahl bleibt auf Thermoplaste und einige Duroplaste beschränkt und schließt Metalle und Keramiken aus.
Wie helfen EAS-Wechselsysteme der Spritzgießeffizienz?
EAS-Wechselsysteme verbessern die Spritzgießeffizienz drastisch durch fortgeschrittene Schnellformwechsellösungen, die Rüstzeiten von Stunden auf Minuten reduzieren. Unsere adaptiven Spannsysteme, Auswerferanschlüsse und automatisierte Formwechselausrüstung ermöglichen schnelle Übergänge zwischen Produktionsläufen, maximieren Maschinenauslastung und unterstützen Spritzgießoptimierungsstrategien.
Unsere umfassenden Schnellformwechsellösungen adressieren den Hauptengpass in Spritzgießoperationen: die Zeit, die für den Wechsel zwischen verschiedenen Formen benötigt wird. Die Hauptvorteile umfassen:
- Reduzierte Rüstzeiten: Fortgeschrittene Spannsysteme eliminieren manuelle Schrauben- und Anschlussverfahren
- Verbesserte Sicherheit: Automatisierte Handhabungssysteme reduzieren die Bedienerexposition beim Umgang mit schweren Formen
- Erhöhte Präzision: Konsistente Formpositionierung und -anschluss gewährleistet wiederholbare Teilequalität
- Erweiterte Flexibilität: Schnelle Wechsel unterstützen kleinere Chargen und Just-in-Time-Produktion
- Reduzierte Arbeitskosten: Automatisierte Systeme verringern die Anzahl der für Formwechsel erforderlichen Bediener
Unsere Formwechseltische, Transportfahrzeuge und Inspektionseinheiten schaffen komplette Schlüsselfertiglösungen, die auf spezifische Produktionsanforderungen zugeschnitten sind. Diese Systeme integrieren sich nahtlos in bestehende Spritzgießausrüstung und bieten gleichzeitig die Grundlage für fortgeschrittene Produktionsstrategien.
Bereit, Ihre Spritzgießoperationen zu transformieren? Kontaktieren Sie unser Anwendungstechnikteam, um zu besprechen, wie EAS-Wechselsysteme Ihre Produktionseffizienz optimieren und Rüstzeiten in Ihrer Anlage reduzieren können.