

A 3-plate mold is an injection molding tool that consists of three main plates: a fixed plate, a stripper plate, and an ejector plate. This design allows for automatic gate separation and provides greater flexibility in gate placement compared to traditional 2-plate molds. The additional stripper plate enables the molded part and runner system to separate automatically during the mold opening sequence, eliminating manual runner removal.
What exactly is a 3-plate mold and how does it differ from other mold types?
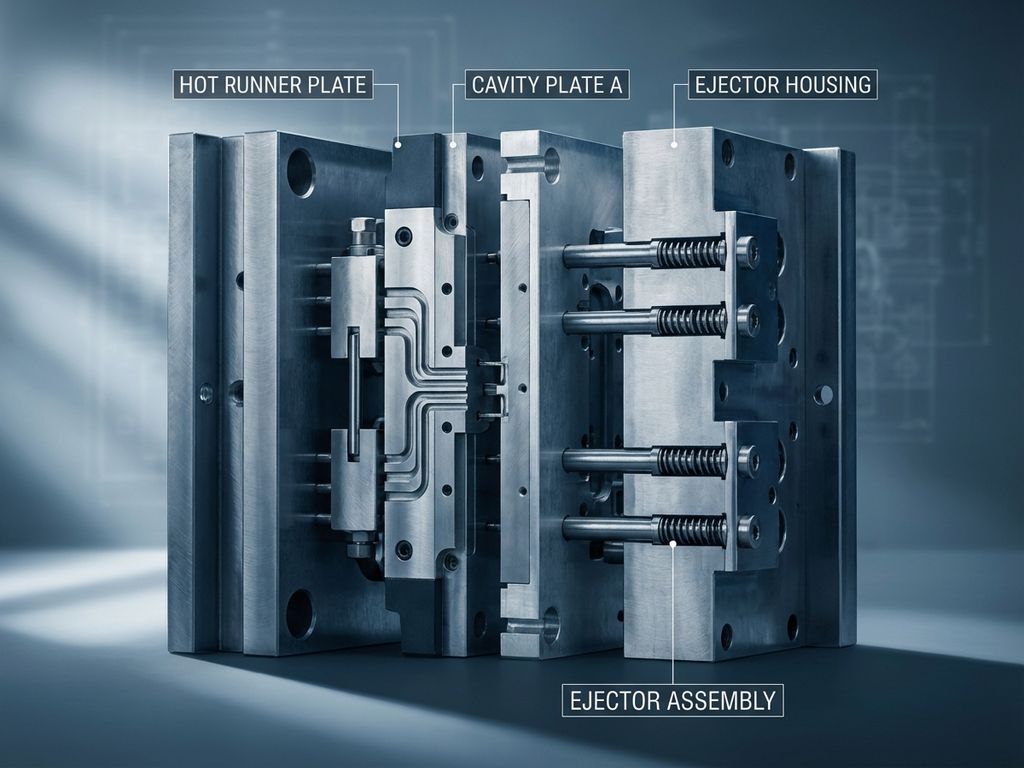
A 3-plate mold system features three distinct plates that work together during the injection molding process. The fixed plate attaches to the stationary side of the injection molding machine and contains the sprue bushing where molten plastic enters. The stripper plate sits between the fixed and ejector plates, creating a cavity space and controlling runner system separation. The ejector plate forms the other half of the part cavity and houses the ejection system.
Unlike 2-plate molds, where the runner system remains attached to the part until manually removed, 3-plate molds automatically separate the runner from the finished part during the opening sequence. This occurs because the stripper plate moves independently, creating two parting lines instead of one. The runner system drops away from the part through gravity or mechanical assistance, while the finished part remains on the ejector side for removal.
The structural components that make this design unique include the additional parting line, independent plate movement mechanisms, and specialized clamping systems. These elements require more complex mold construction but provide significant advantages in injection molding optimization through improved automation and part quality.
How does a 3-plate mold actually work during the injection process?
The 3-plate mold operation begins with all three plates clamped together to form the complete mold cavity. Molten plastic is injected through the sprue bushing in the fixed plate, flows through the runner system in the stripper plate, and fills the part cavity formed between the stripper and ejector plates.
During the cooling phase, the plastic solidifies while maintaining the connection between the part, runner system, and sprue. Once cooling is complete, the mold opening sequence begins with the stripper plate separating from the fixed plate. This movement breaks the sprue and allows the runner system to separate from the injection point.
The ejector plate then separates from the stripper plate, creating the second parting line. At this stage, the runner system typically falls away from the mold due to gravity, while the finished part remains attached to the ejector plate. The ejection system then pushes the part off the ejector plate, completing the cycle. This automatic separation eliminates the need for manual runner removal and reduces cycle times in high-volume production.
What are the main advantages of using a 3-plate mold system?
The primary benefit of 3-plate molds is automatic gate separation, which eliminates manual trimming operations and reduces labor costs. The gate location can be positioned anywhere on the part surface, including the center or multiple locations, providing superior design flexibility compared to edge-gated 2-plate molds.
Part quality improvements result from better material flow control and more uniform filling patterns. The ability to place gates in optimal locations reduces weld lines, sink marks, and warpage. Post-processing requirements are significantly reduced since parts emerge ready for use without attached runners or gate vestiges requiring removal.
Enhanced material flow control allows for more consistent part weights and dimensions. The runner system design can be optimized independently of part geometry, enabling better pressure transmission and shorter cycle times. These advantages make 3-plate molds particularly effective for precision parts, multi-cavity applications, and automated production environments where injection molding optimization is critical.
When should manufacturers choose a 3-plate mold over other options?
Manufacturers should select 3-plate molds when automatic operation and gate location flexibility outweigh the higher initial tooling costs. These molds excel in high-volume production where labor savings from automatic runner separation justify the investment. Parts requiring center gating or multiple gate locations benefit significantly from this design approach.
Ideal applications include precision components where gate location affects part quality, multi-cavity molds producing small parts, and automated production lines requiring minimal operator intervention. Cost considerations favor 3-plate molds when production volumes exceed 50,000 parts annually, as the labor savings and quality improvements offset higher tooling expenses.
Quality specifications demanding minimal gate vestiges, consistent part weights, or specific gate locations make 3-plate molds preferable to 2-plate alternatives. However, hot runner systems may be more cost-effective for very high volumes, while 2-plate molds suit lower volumes or parts where edge gating is acceptable. The decision depends on balancing tooling costs, production volumes, quality requirements, and automation goals.
How EAS change systems optimize 3-plate mold operations
EAS change systems provides comprehensive quick mold change solutions specifically designed for 3-plate mold configurations. Our adaptive clamping systems accommodate the complex plate arrangements and independent movement requirements of 3-plate molds, ensuring secure positioning and rapid changeovers between different mold sets.
Our solutions for 3-plate mold operations include:
- Adaptive clamping systems that accommodate varying plate thicknesses and configurations
- Specialized ejector couplers designed for complex ejection systems in 3-plate arrangements
- Precision mold change tables that handle the additional weight and complexity of 3-plate tooling
- Quick-connect systems for hydraulic and cooling lines serving multiple plate levels
- Automated positioning systems ensuring accurate alignment of all three plates
These systems reduce setup times from hours to minutes, maximize production efficiency, and eliminate the risk of damage during mold changes. Our engineering team works with manufacturers to optimize their 3-plate mold operations through customized quick-change solutions that deliver measurable improvements in productivity and injection molding optimization.
Contact our application engineers today to discuss how our quick mold change systems can transform your 3-plate mold operations and reduce changeover times significantly.