

Flash in injection molding occurs when excess plastic material escapes from the mold cavity during the injection process, creating thin fins or excess material on finished parts. This common manufacturing defect happens when molten plastic finds paths of least resistance through gaps in the mold assembly. Understanding the causes of flash and the methods for preventing it helps manufacturers maintain quality standards and reduce waste in their injection molding operations.
What exactly is flash in injection molding and why does it happen?
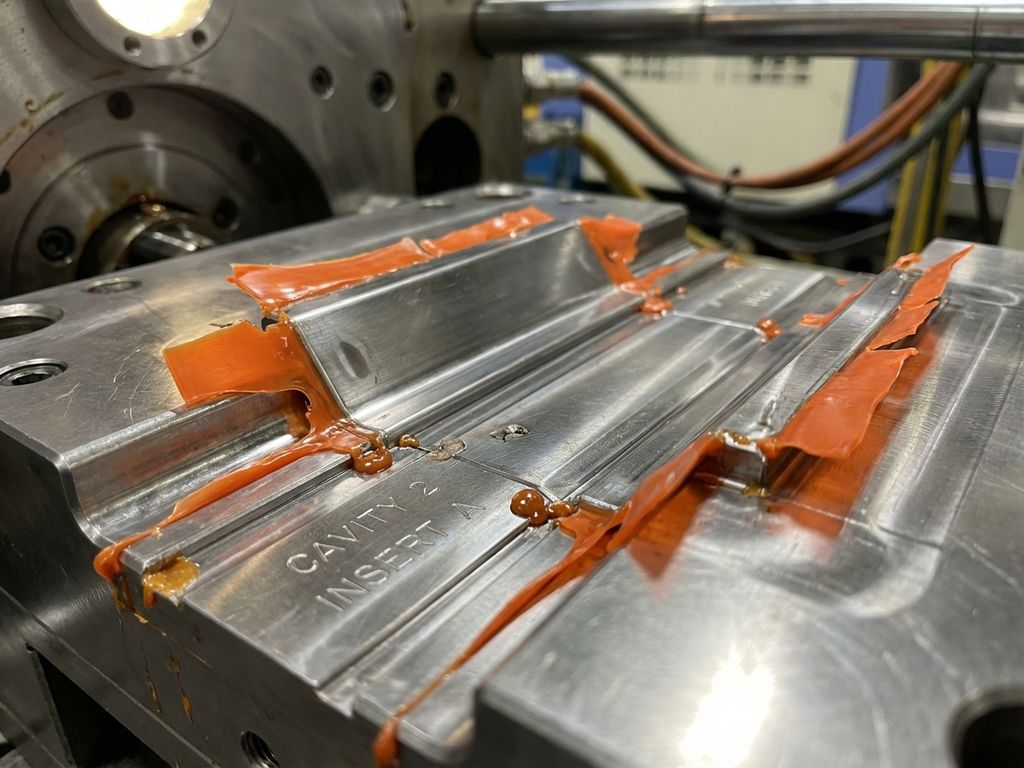
Flash is unwanted excess plastic material that forms along the parting line or other mold surfaces during injection molding. It appears as thin, web-like extensions attached to the molded part where plastic has escaped the intended cavity boundaries.
Flash develops when molten plastic flows into spaces where it should not go. The high pressure used in injection molding forces material through any available gaps in the mold assembly. These gaps can exist between mold halves, around ejector pins, or at core interfaces. The plastic cools and solidifies in these spaces, creating the characteristic thin projections that must be removed through secondary operations.
The formation process begins when injection pressure exceeds the clamping force holding the mold closed, or when worn mold surfaces no longer create proper seals. Temperature also plays a role, as overly hot plastic flows more readily into small spaces than material at optimal processing temperatures.
What are the main causes of flash in injection molding processes?
The primary causes of flash include insufficient clamping force, worn mold surfaces, excessive injection pressure, and improper material temperature. Each factor contributes to creating pathways for plastic to escape the intended mold cavity.
Insufficient clamping force is the most common cause. When the machine does not apply enough pressure to keep the mold halves tightly closed, the injection force can separate them slightly, allowing plastic to flow into the gap. This often occurs when running large parts on machines with inadequate tonnage capacity.
Worn or damaged mold surfaces create permanent gaps that allow consistent flash formation. Normal wear from repeated cycling gradually increases clearances between moving parts. Damage from improper handling or maintenance accelerates this wear pattern.
Process parameters also contribute significantly:
- Excessive injection pressure forcing material through small gaps
- Material temperature too high, reducing viscosity
- Injection speed too fast, creating pressure spikes
- Insufficient cooling time, allowing continued flow
How do you identify and diagnose flash problems in your molding operation?
Flash identification involves visual inspection of molded parts, focusing on parting lines, ejector pin locations, and core interfaces. Consistent flash patterns indicate systematic issues requiring process or equipment adjustments rather than random occurrences.
Visual inspection reveals flash as thin plastic extensions along predictable locations. Check parting lines first, as these represent the most common flash locations. Examine ejector pin areas for small circular flash rings. Core pulls and slides often show flash along their interfaces with the main mold body.
Diagnostic steps help identify root causes:
- Measure flash thickness to assess severity
- Document flash locations on part drawings
- Monitor when flash appears during production runs
- Check whether flash occurs on specific cavities in multi-cavity molds
- Correlate flash appearance with process parameter changes
Systematic documentation helps distinguish between mold-related issues that require tooling attention and process problems that can be resolved through parameter adjustments.
What are the most effective ways to prevent flash in injection molding?
Flash prevention focuses on optimizing process parameters, ensuring adequate clamping force, and maintaining proper mold condition. The most effective approach combines appropriate machine setup with systematic process control and regular equipment maintenance.
Process optimization provides the primary prevention method. Reduce injection pressure to the minimum level that still fills the part completely. Lower material temperature within the acceptable processing range to increase viscosity. Adjust injection speed to eliminate pressure spikes that force material into gaps.
Clamping force calculations ensure adequate mold closure. Calculate the projected area of all cavities and multiply it by the cavity pressure to determine minimum tonnage requirements. Add a safety margin for process variations and machine capabilities.
Additional prevention strategies include:
- Regular mold inspection and maintenance schedules
- Proper venting to prevent pressure buildup
- Consistent material drying to prevent processing issues
- Operator training on flash recognition and response
- Statistical process control to monitor trends
How does proper mold maintenance reduce flash and improve quality?
Regular mold maintenance prevents flash by maintaining tight sealing surfaces and proper component alignment. Scheduled maintenance addresses wear patterns before they create significant gaps, while preventive care extends mold life and maintains part quality standards.
Maintenance programs should include systematic inspection of parting line surfaces, ejector pin clearances, and slide interfaces. Clean and inspect these areas during every mold change. Document wear patterns to predict when refurbishment becomes necessary.
Key maintenance activities include:
- Cleaning parting line surfaces to remove plastic buildup
- Checking ejector pin clearances and replacing worn pins
- Inspecting slide and core interfaces for wear
- Verifying proper mold alignment and mounting
- Lubricating moving components according to schedule
Preventive maintenance is more cost-effective than reactive repairs. Scheduled refurbishment of critical surfaces maintains quality standards while avoiding production disruptions from unexpected flash problems.
How EAS change systems help prevent injection molding flash
EAS change systems contribute to flash prevention through our advanced quick mold change solutions that ensure consistent, precise mold mounting and alignment. Our systems maintain optimal clamping conditions and reduce setup variations that can lead to flash formation.
Our comprehensive solutions address flash prevention through:
- Precision clamping systems that maintain consistent mold closure force
- Automated alignment features that ensure proper mold positioning
- Quick-change capabilities that reduce handling damage to mold surfaces
- Integrated inspection systems that verify proper mold setup
- Reduced setup times that minimize opportunities for human error
Ready to eliminate flash problems and improve your injection molding quality? Contact our application engineering team to discuss how our quick mold change systems can optimize your production processes and reduce setup-related defects. Learn more about our specialized manufacturing applications to see how we address specific industry challenges.